在这里
发现威尔最新动态
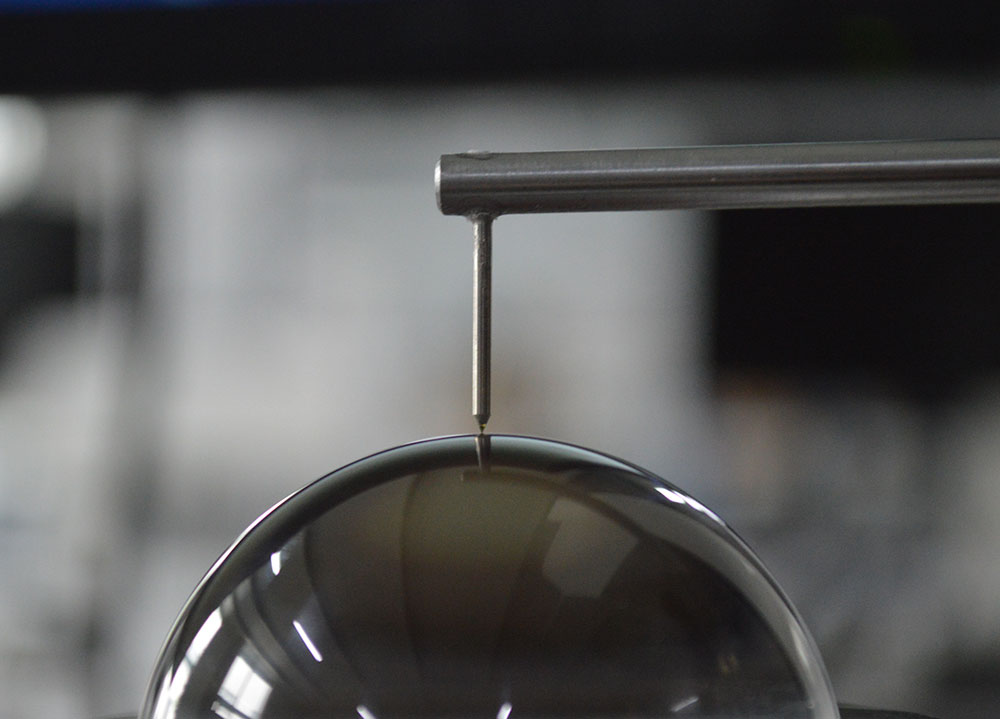
粗糙度轮廓测量过程中,测针是测量系统中非常重要的部件,其结构、参数将影响该仪器的测量能力和测量精度。今天,威尔带您深入探索轮廓仪与粗糙度仪测针的奥秘。
测针的分类和结构
测针按其外形特征,可分为单切面测针、锥形测针、球形测针;按其材质,可分为硬质合金测针、陶瓷测针、金刚石测针。
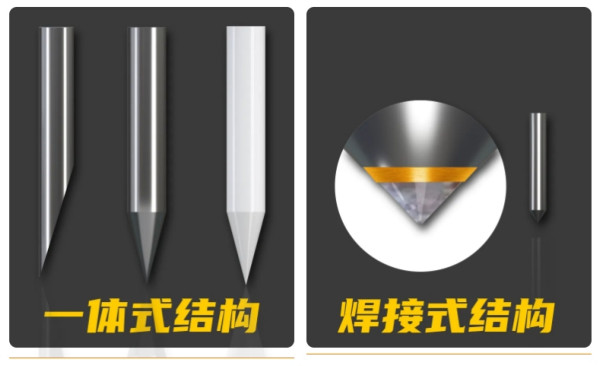
测针由针尖和针杆组成。通常硬质合金测针、陶瓷测针为一体式结构,金钢石测针为焊接式结构。
测针的主要技术参数
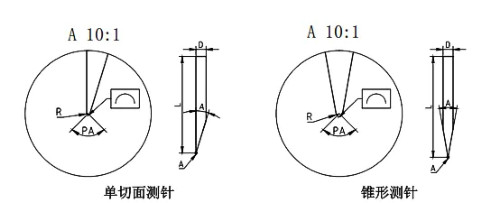
测针直径D:
测针直径影响测针刚性和传感器机构的灵敏度,测针长度L越长,对应的测针直径越大。测针直径越小,传感器机构灵敏度越高。
测针长度L:
测针长度取决于被测件的轮廓形状,如深槽类需要更长的测针,内孔测量则需要尽量短的测针。
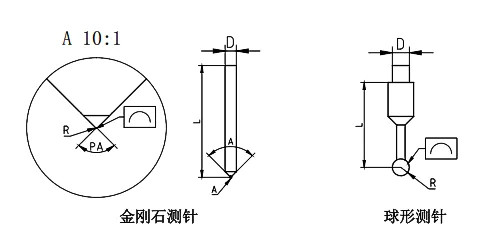
针杆角度A:
针杆角度决定测针的测量通过能力和测针强度,角度A越大,测量通过能力越差,测针强度越强;角度越小,测量通过能力越好,测针强度越低。
针尖半径R:
针尖半径影响测针寿命、测量范围、机械滤波。针尖半径越大,测针寿命越长,测量范围越窄,机械滤波幅度越大;针尖半径越小,测针寿命越短,测量范围越广,机械滤波幅度越小。
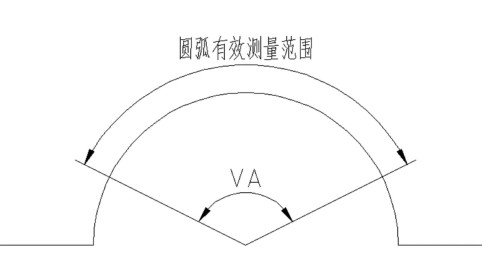
针尖圆弧夹角PA:
针尖决定最大可测量的圆弧夹角。如上图所示,圆弧有效测量范围夹角VA≤PA。
针尖圆弧轮廓Pt:
针尖圆弧轮廓影响轮廓测量精度,圆弧轮廓越好,测量精度越高。主要由测针的材质和加工方式决定,通常球测针的轮廓会更好。另外,测针在使用过程中,因磨损导致针尖圆弧轮廓变差,需要软件对针尖轮廓进行修正。
各种测针类型的主要用途
01.单切面测针
以针尖半径为25μm、针尖圆弧夹角为120°、针杆夹角为17°的居多,在轮廓测量中最为常见,具有良好的测量通过能力,较为耐用。
02.锥形测针
测量时,测针圆锥处母线与被测轮廓接触,属于线接触,对测量干涉小,多用于螺纹、丝杆等零件的测量和直径<10mm的内轮廓的测量。
03.球型测针
主要用于圆弧测量,典型应用如球轴承的滚道轮廓测量。
04.金刚石测针
主要用于粗糙度测量,常见规格针尖半径为5μm,针尖圆弧夹角90°和针尖半径为2μm,针尖圆弧夹角为60°两种测针。在轮廓测量时,如需要测量的圆弧半径小于单切面的针尖半径(25μm),也可用金刚石测针实现测量。
单切面测针

锥形测针
球形测针

金刚石测针

粗糙度轮廓一体机测针的选择

粗糙度轮廓一体机一次测量,实现轮廓、粗糙度分析。因单切面测针的针尖半径大,机械滤波幅度大,不能精确实现对粗糙度的测量分析,故该机型需用粗糙度测针进行测量。
精密测量解决方案提供商
了解客户和行业的测量难点、痛点,并提出针对性的测量解决方案。
![]()
企业邮箱:7051@walechina.com
总部:陕西省西安市高新区上林苑三路29号
业务咨询热线:029-81134043