在这里
发现威尔最新动态
表面粗糙度是决定零部件功能表现的关键微观特性,尤其涉及滑动摩擦、密封配合等典型高要求应用行业,其数值直接影响产品的功率损耗、疲劳寿命等性能。因此,精确量化并标识表面粗糙度,是确保工业零部件满足设计功能的基础保障。
表面粗糙度的定义及影响因素
表面粗糙度的定义
表面粗糙度是指加工表面上具有的较小间距和微小谷峰的一种微观几何形状误差。它是衡量零件表面微观不平度的重要指标。

表面粗糙度的影响因素
它是在机械加工过程中,由于刀具或砂轮切削后留下的刀痕,切屑分离时的塑形变形,工艺系统的高频振动,及刀具和被加工表面摩擦等原因所产生的。
常用粗糙度参数定义
1、轮廓算术平均偏差 (Ra)
在一个取样长度lr内,纵坐标值Z(x)的绝对值的算术平均值。



2、轮廓最大高度 (Rz)
在一个取样长度lr内,最大轮廓峰高Zp和最大轮廓谷深Zv之和的高度。


表面粗糙度常用的测量方法
1. 比较法
比较法适用于车间现场测量,常用于中等或较粗糙表面的测量。其方法是将被测量表面与标有一定数值的粗糙度样板比较来确定被测表面粗糙度数值的方法。
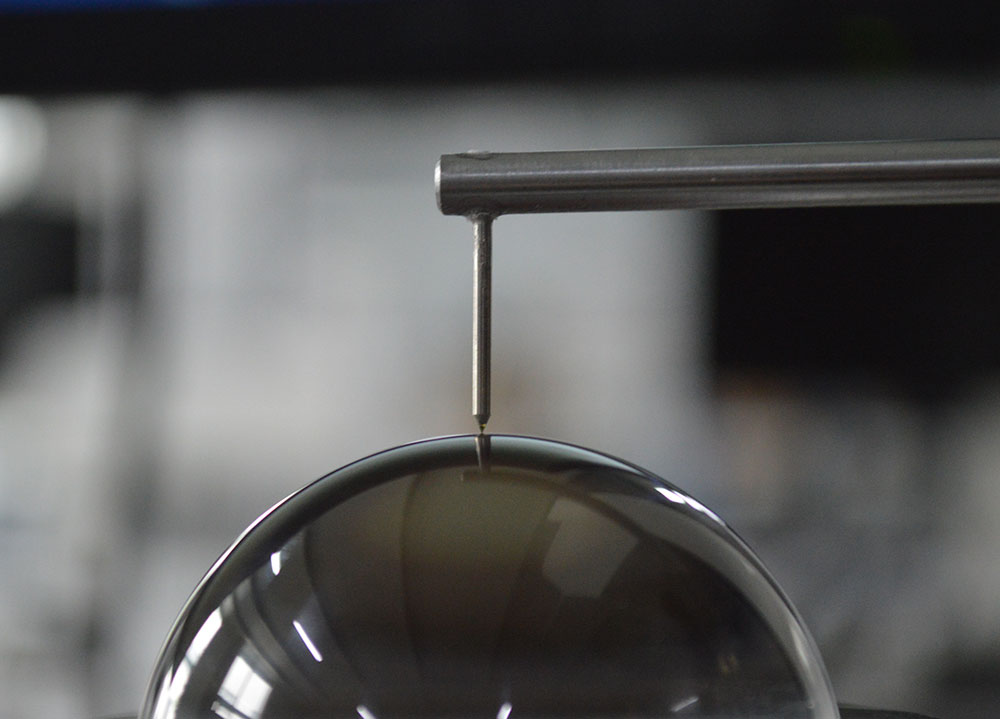
2. 针描法
针描法是利用触针直接在被测表面上轻轻划过,从而测量出表面粗糙度。
针描法测量注意事项
①调整工件时一般保证测量方向垂直于加工方向;

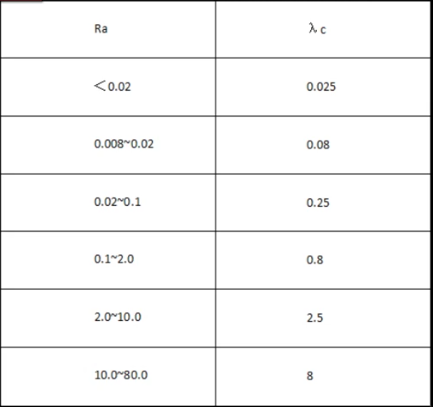
②截止波长的选择是由工件表面粗糙决定的;
③粗糙度为高精密测量,现场环境需达到计量室标准:
室内周围应无影响测量的灰尘、振动、噪音、气流、腐蚀性气体和较强磁场
振源:地面振动最大RMS:<50HZ 2.5um/s />50HZ 5.0um/s
电源:AC 220V±10% 50HZ 单独地线
功率要求:500W
温度:理想温度20±2℃
相对湿度:30%~60%
表面粗糙度仪的构成
表面粗糙度的评价在制造业中越发被重视。要研究表面粗糙度,需要使用专用的机器,即表面粗糙度测量仪。针描法粗糙度测量仪的部件构成有:

01机械部分:
精密导轨:是高精度的测量基准。
立柱:定位作用,使传感器处于合适的测量位置上。
调整夹具:实现工件夹持、调心、调偏。
平台: 提供稳定支撑,具备减振功能。
02软件部分:
完成数据采集和功能实现。
03电气系统:
X轴传感器:记录水平位移坐标。
Z轴传感器:无导头电感传感器记录垂直位移坐标。
电气柜:接收传感器的信号,控制运动轴驱动。
PC机:控制和运算中心,提供人机交互界面。
威尔仪器介绍
威尔粗糙度仪系列基于自研高精度无导头传感器与智能RMW测量系统,覆盖专用粗糙度仪、轮廓粗糙度一体机及复合机全产品形态,为工业精密检测提供多场景解决方案。

核心技术
无导头电感式粗糙度传感器:
彻底取消机械导头结构,采用差分电感与先进的绕线技术,消除传统导头带来的测量误差;全量程最高可达±620μm。
纳米级噪声控制:
最高残值噪声≤2nm,满足超精密表面检测需求,符合国际标准。
复杂曲面直接测量:
支持斜面与圆弧的粗糙度、波纹度、轮廓度同步测量,测针接触力小,杜绝工件表面损伤。
工业级稳定性设计:
天然大理石底座高效防振。
智能分析系统:
RMW系统实时处理数据,原始数据永久存储,支持回溯分析。
精密测量解决方案提供商
了解客户和行业的测量难点、痛点,并提出针对性的测量解决方案。
![]()
企业邮箱:7051@walechina.com
总部:陕西省西安市高新区上林苑三路29号
业务咨询热线:029-81134043